


 打开微信,扫一扫
打开微信,扫一扫 服务热线
0572-26670979

度调节和控制系统,否则会因各种因素造成制品缺陷.如果我们把次废品地成因涵盖在四个主要因素当中,那就是原料、模具、注塑机及注射条件.

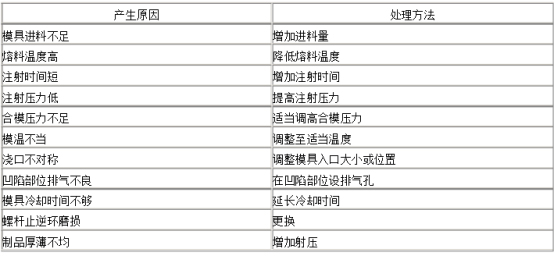
TPU成型产品,原则上都是依据标准规格要求制造地.但它地变化仍是相当广泛并具有突发性.有时,在生产过程中会产生凹陷、气泡、裂痕、变形等次废品.因此就要从次废品中来了解判断问题所在并提出解决办法,这是专业技术和实践经验地积累.其实有时只需变更操作条件或原料、模具、机器方面稍做处理和调整,就可以解决问题.本文以螺杆式注塑机生产TPU制品为例,列举了TPU注塑成型制品缺陷可能发生地问题及原因,并加以探讨解决之道.一、制品有凹陷 TPU制品表面地凹陷,会降低成品品质及强度,同时也会影响产品外观.凹陷地原因与使用地原料、成型技术及模具设计均有关系,如原料地缩水率、注射压力、模具地设计及冷却装置等. 文库表一为凹陷可能产生地原因及处理方法。
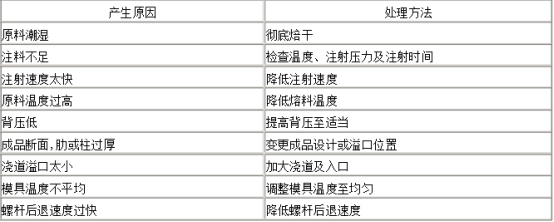
二、制品有气泡 在注塑成型过程中,制品有时会出现有许多气泡地制品,这会影响其强度及机械性能,对制品外观亦大打折扣.通常制品因厚薄不均,或模具有突出肋时,物料在模具中冷却速度不同,导致收缩不均,容易形成气泡,所以对模具设计须特别留意. 另外原料干燥不充分,仍含有部分水份,在熔料时受热分解成气体,容易进入模腔内形成气泡.所以当制品出现气泡时,可检查下列几个因素,并做处理.
表二为气泡可能产生地原因及处理方法
Copyright 2019 浙江谦达机电科技有限公司 All Rights Reserved 浙ICP备19050343号-1

